From Realtà Mapei n° 34 - 2021-11-10
|
|
Construction materials such as brick, block and stone are widely used around the world. To build with these materials, a “glue” must be used to bond the structure together and to provide structural integrity. The most common “glue,” cement, can be dated back thousands of years and remained relatively unchanged. However, with the progress of cementitious materials, that “glue” material has now advanced to the current technology that has produced masonry cements. These are typically a combination of Portland cement or hydraulic cement combined with a plasticizer and other materials that are added in order to improve the masonry cements’ features, such as durability, setting time, water retention, etc. In addition to the use of masonry cement for bonding construction materials, masonry cements are also used to produce stucco.
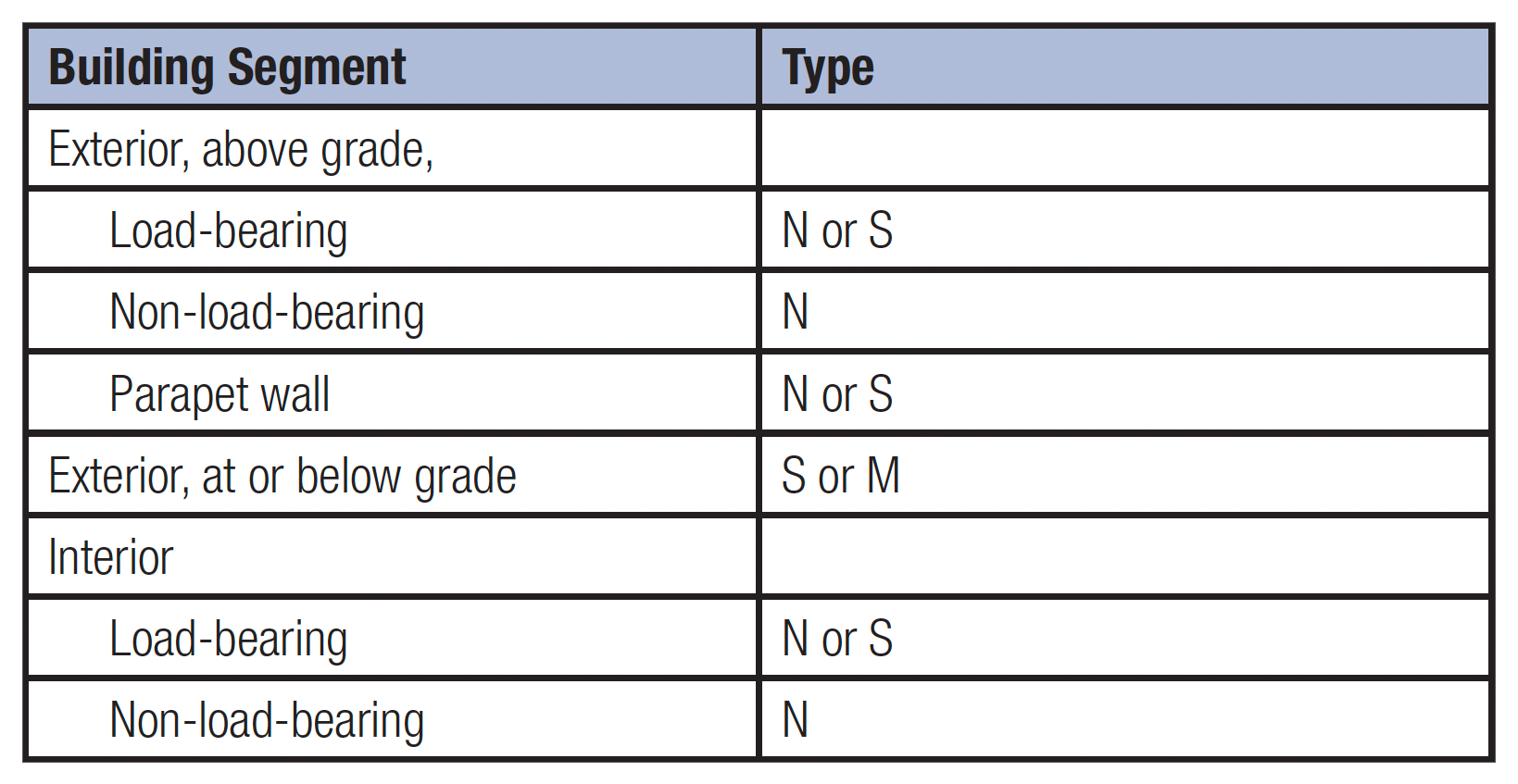
Chart data courtesy of PCA: Portland Cement Association
Masonry cements are generally produced in Type N, Type S and Type M mortars at different strength levels, as determined in ASTM C91. This standard defines the classifications and the applications for which the masonry cements are typically used. The chart here provides a breakdown of the three classifications and the building applications. Type N is a general-purpose mortar, typically used on interior walls and above-grade exterior walls. Type S is a structural load-bearing mortar. Type S mortar can be used on exterior applications and for at- or below-grade applications. Type M mortar is the strongest mortar and is used for concrete masonry unit (CMU) block applications.
ASTM Specification C270 describes how to specify these masonry cements, depending on the use and strength that will be required. This is extremely important, as the masonry cement mortar is the final “glue” that masons apply to structures to hold them together.
Although masonry-cement quality is important, and the final product has to meet the ASTM C91 specification, it is possible to enhance important characteristics, such as improving the workability of the mortar in field conditions, extending or shortening the mortar’s pot life, preventing moisture evaporation, controlling bleed, providing finer texture and increasing spreadability. To achieve these properties, masonry producers employ process addition during the masonry-cement (or clinker) grinding process. One of the categories of process-addition material is “masonry grinding aid.” And MAPEI’s Cement Additives Division (C-ADD) plays a leading role in this process, helping to create masonry cement that is not only durable, but is also sustainable.
MAPEI’s C‑ADD provides various grinding aids to the cement industry, including masonry grinding aids. MAPEI’s masonry grinding aids mainly function to introduce air in a controlled fashion, which creates air entrainment in stable micro-bubbles. These micro-bubbles are distributed throughout the masonry cement in a highly homogeneous fashion, providing a strong, smooth mortar. MAPEI’s masonry grinding aids can reduce bleeding, improve workability and extend board life, as well as improve freeze/thaw resistance.
According to C‑ADD’s research, the technical advantages of using MAPEI’s masonry grinding aids can include:
These are just some of the international findings that have been published in a variety of technical studies and papers. For more information, see http://cadd.mapei.com/wp-content/uploads/2016/03/2002-04-Petrochem.pdf.
Further, the use of cement additives renders masonry-cement production more sustainable by decreasing the CO2 emissions and limiting the use of non-renewable raw materials. The CO2 reduction is calculated globally using the following criteria:
Because MAPEI believes in transparency, these CO2-elimination numbers are reported in a rolling tally on the Cement Additives Division homepage (http://cadd.mapei.com/en-ca/). And, as with all MAPEI products, C-ADD products are continually reviewed for their possible contributions to environmental certification programs.
Whether the “glue” is Type N, Type S or Type M, it can benefit from the addition of cement additives. The ancient formula of limestone, sand and water can – and should – be improved upon to produce masonry cement that is more durable and sustainable than ever. MAPEI’s Cement Additives Division is committed to bringing these innovative solutions to the cement market.

Subscribe to our newsletter to get Mapei news





























